
安通姆有限公司的節能努力
Efforts to save energy
安通姆有限公司的節能努力
作為我們業務活動的一部分,我們公司(安通姆有限公司)正在積極致力於通過小型化設備來實現節能。
由於回流爐和加熱爐使用熱量,因此它們的功耗高於一般設備。
此外,由於無鉛焊接,氮氣的供應變得普遍,許多站點擔心因使用氮氣而增加運行成本。
因此,我們將通過徹底實現回流焊爐和加熱爐的小型化來實現節能,例如抑制啟動時的功耗和大幅減少氮氣使用量,這已成為我們公司應該努力的主題。

通過啟動功率控制機制實現節能
使用啟動功率降低機制(所有型號均配備)啟動設備時,功耗可降低至正常啟動時間的三分之二左右。
這使我們能夠減少最大用電量,使我們能夠在工廠的合同功率範圍內使用設備。
大幅削減氮氣使用量,實現節能
在氮氣使用方面,爐內氧濃度達到200ppm所需的氮氣流量可降至150L/min以下。
由於連續氮氣的使用量對每月的運行成本有很大的影響,因此降低設備中氮氣的使用流量不僅節能環保,而且對工廠降低成本也有很大的貢獻是可能的。
通過加強保溫結構實現節能
我們的回流焊爐和加熱爐的部分型號可以設置到350°C,設定溫度的上限往往高於一般的回流焊爐和加熱爐。
因此,為了防止設備外殼溫度升高,我們加強了保溫結構,即使所有區域都設置為350°C,外殼溫度也保持在50°C以下。
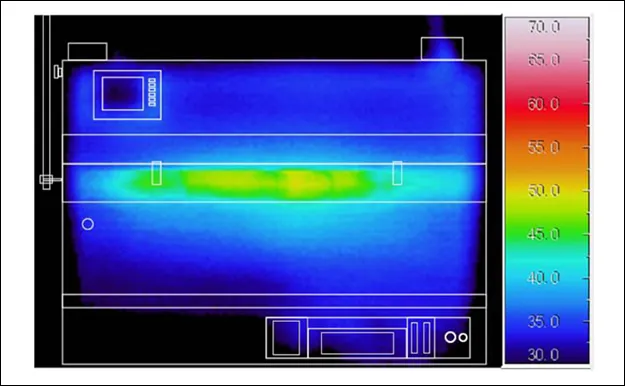
以上熱像儀數據是使用 UNI-6116S 測得的,當所有區域都設置為 350°C 時,UNI-6116S 在我們的產品系列中具有最高溫度設置(350°C 設置)。
即使所有區域都設置為 350°C,外面板溫度也可以保持在 50°C 以下,因此可以在不給工人或工廠空調設備增加負擔的情況下使用設備。
大幅縮短機型切換(溫度變化)時間,實現節能
一般情況下,在回流爐或加熱爐中切換型號(溫度變化)時,從高溫到低溫的變化往往需要時間。
我也聽說過將回流爐或加熱爐的風罩完全打開以迫使溫度盡快下降的情況。
但是,在回流焊爐或加熱爐運轉中打開風罩,存在燙傷等危險,而且熱風一下子送入爐內,對設備的電氣部分造成很大的負擔。最壞的情況是,設備可能會損壞。
我們的緊湊型回流焊爐和加熱爐採用加熱結構設計,可顯著減少更換模型(溫度變化)所需的時間。可以在一小時內達到所需的溫度設置。
下面的溫度設置是無鉛型材的溫度設置作為參考,簡單易懂。
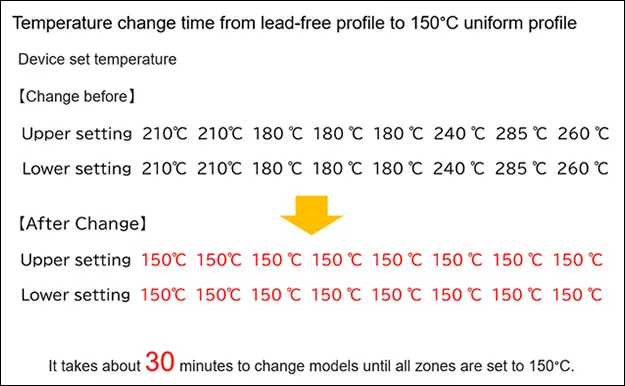
本次測量使用的型號是SOL-8130N,是我們陣容中全長最長、分區數最多的型號,預計會縮短。
單擊此處了解有關 SOL-8130N 的詳細信息。
結果,可以減少浪費的電力使用時間,因此可以有效地進行生產。
旨在通過節能為實現脫碳(碳中和)做出貢獻
您使用的電力(功耗)越多,排放的二氧化碳 (CO2) 就越多。
我們是小型回流焊爐和小型加熱爐的先行者,因為減少生產設備中耗電量特別大的回流焊爐和加熱爐的電力消耗,也有助於實現脫碳(碳中和)。毫不誇張地說,這是我們公司的使命。
我們的目標是通過進一步推進回流爐和加熱爐的小型化,開發和提供可降低功耗的節能設備,為實現脫碳做出貢獻。
安通有限公司已獲得橫濱市 SDGs 認證系統“Y-SDGs”的認證。
(2023 年 4 月 10 日更新)
此次,安通姆有限公司認可了橫濱市製定的橫濱市 SDGs 認證體系“Y-SDGs”的活動,並獲得了標準認證,以表彰其努力。
我們將繼續努力通過我們的企業活動實現SDGs(可持續發展目標)。
